




广东恒泰制冷科技有限公司10余年专注制冷,集设计、制造、服务三位一体
广东恒泰制冷科技有限公司于2014年6月在广州市番禺区成立,后与2021年整厂搬至国家级高新技术产业开发区、“广佛肇经济圈”之一的肇庆大旺。
厂房占地面积6000余平方米,是一家集研发、生产、销售于一体的制冷、空调设备制造企业。
生产各种制冷、空调设备、蒸发器、冷凝器、钣金件、钣金外壳、内螺纹管和光管、以及各种制冷配件。
本公司在研发上也在不断进取,持续开展非标产品制造定制。
积极引进优秀的制冷技术人员,为公司的不断发展提供坚实的基础。
本公司秉承“标准化、个性化”的生产原则,为广大新老客户服务。

企业文化
ENTERPRISE CULTURE

公司使命
助力中小型冷链工程商、设备商、服务商共同成长。 持续发展,为行业甲乙双方创造价值,力争解决平衡、透明、良好的客商关系。
企业愿景
打造中国优质的冷链系统专业集成商、服务商。
核心价值观
标准、效率、质量。
生产流程
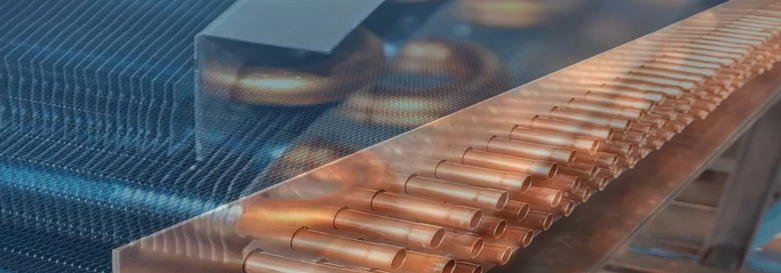
换热器加工工艺分析

长U型管的加工
长U型管加工时盘管全自动U型弯管机将铜管从盘料架拉出,经校直后切成设定尺寸铜管,然后弯制成长U型管,再自动卸料出来成为合格产品。

翅片的加工
翅片的加工主要是翅片模具在高速冲床自动生产线上进行的,冲床最高冲片速度每分钟可达320多次。 翅片冲压工艺流程为:一次拉伸→二次拉伸→一次翻边并冲孔→二次翻边→切断。

穿片胀管
穿长U管:在插片工作台上,按照设计要求将已加工好的长U型管插入翅片孔中。 胀管:将套好管的翅片管组放置于胀管机的U型托上,通过设备上的装夹门定位固定后,胀杆头部在油压缸压力作用下自上而下通入铜管内进行胀管,从而实现一次胀管、二次扩口和三次翻边的工艺过程。

脱脂干燥
由于在弯长U型管及翅片冲压时会残留很多油脂,需要除去。工件在生产线上连续水平运行进入干燥炉进行烘干脱脂。

焊接
按图纸要求将带有焊料环的小U铜弯头插入工件孔中。按冷凝器生产线焊接工艺,用燃气自动焊接机进行焊接,利用防氧化助焊剂对焊接表面进行保护。通过目视检查,对自动焊接机上未焊透的弯头环缝进行手工补焊。

检漏
将冷凝器或蒸发器管口用快速接头封住,先充入氮气进行检大漏,然后抽真空,再向冷凝器中充入R22气体(卤检)或氦气(氦检)利用卤素检漏仪或氦检漏仪进行检漏。若有泄漏,如为焊点漏则应补焊,如为管组内漏则报废。再重复上述检漏步骤直至合格。

钣金成型&整形
冷凝器钣金外壳成型组装;用翅片梳或其它工具对压伤的散热翅片加以矫形。

质检
检验:①无严重伤片、倒片现象,散热翅片及铜管表面无水珠;②冷凝器端部肋片重叠数量不应超过3片,烧伤数量不应超过4片,肋片松动数量不应超过3片;③冷凝器弯头及长U型管弯曲部分应无明显皱折、冷凝器翅片孔的翻边应无明显开裂;④冷凝器的翅片在100个片距的长度内,平均片距不应超过规定片距的±2%;⑤按标准规定的测定方法进行管内残余含水量的检查,管内残余含水量不得超过120mg /m2。

客户群体分布
让客户满意!让合作伙伴满意!

0%
华南地区
Government

0%
华中地区
Listed Company

0%
华东地区
Brand

0%
华北地区
Group Company

0%
海外客户
Small Business

合作伙伴Partner








